A quick message here is in order.
Sort of need to get words defined.
A "hamon" will only be visible from a shallow hardening steel that has been fully quenched.
This may or may not require clay, depending on how the blade was brought up to heat, speed of the quenchant, and steel thickness.
A "quench line" will be visible when only part of the blade is quenched.
That's not a hamon.
Now, a "differential hardening line" will be visible when a DEEP hardening steel has been clayed, fully austenized, and full-blade quenched.
In other words, don't expect to do the same thing with 5160 that is done with W1 or 2 and hope to expose the "hamon". It won't have one. It MIGHT have a differential hardening line where the clay was - maybe - but it's not a hamon.
The spine might be soft, but then maybe not, because 5160 will air harden!
Seriously, there is just a TON of variables.
But, the fun part is, you're guarenteed to have a good time and the stuff you come up with ccan be outrageous.
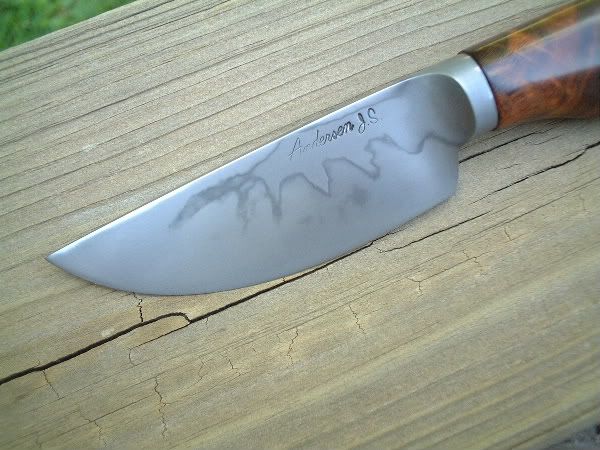
This is a hamon:












 Topic: Brining out hamon? (Read 787 times)
Topic: Brining out hamon? (Read 787 times)
